设计人员可以选择各种各样的电阻,包括碳素电阻、碳膜电阻、体金属电阻、金属膜电阻、感性和非感性绕线电阻。电阻也是高性能电路的潜在误差源,不过它可能是最基本且问题最少的元件,因此常被忽略。如果选择不当,电阻可能会产生远超过 122ppm (1/2 LSB) 的误差,从而破坏12位设计的精度。您上一次认真阅读一份电阻数据手册是什么时候?如果您仔细阅读数据手册,相信您会大吃一惊:原来可以了解到如此有用的信息!
考虑图4所示电路,它将 0-100 mV 输入信号放大 100 倍,以供输入范围为 0-10 V 的 12 位 ADC 转换。增益设置电阻可以是初始容差低至±0.001% (10 ppm) 的精密体金属膜电阻。或者,也可以通过校准或选择来校正电阻的初始容差。这样,根据校准仪器的精度限制,可以将电路的初始增益精度设置为所需的任意容差。
图 4. 温度变化可能会降低放大器精度。
但是,温度变化可以通过多种方式限制图 4 所示放大器的精度。电阻的绝对温度系数只要符合预期,则无关紧要。即使如此,温度系数约为 1,500 ppm/°C 的碳素电阻也将不适合应用。即使能将温度系数匹配到很难实现的 1%,仍然会有 15 ppm/°C 的差距,这是不可接受的,因为小到 8°C 的温度波动就会产生 1/2 LSB 或120 ppm 误差。
制造商确实能够提供绝对温度系数在±1 至±100 ppm/°C 范围内的金属膜电阻和体金属电阻,但应注意,不同电阻的温度系数可能相差甚大,特别是不同批次的电阻。为解决这一问题,一些制造商提供匹配电阻对,但价格昂贵,一对电阻的温度系数差值在2 至 10 ppm/°C范围内。低成本的薄膜电阻网络是不错的选择,使用广泛。
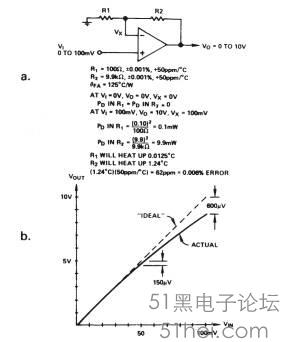
遗憾的是,即使采用匹配电阻对也不能完全解决温度引起的电阻误差问题。图 5a 显示了自热效应引起的误差。电阻具有相同的温度系数,但在该电路中的功耗大不相同。对于 1/4 W电阻,假设热阻(依据数据手册)为 125°C/W,则电阻 R1 温度升高0.0125°C,电阻 R2温度则升高 1.24°C。当温度系数为 50 ppm/°C时,误差为 62 ppm (0.006%)。
更糟糕的是,自热效应会产生非线性误差。在图5a所示例子中,当输入电压减半时,所得误差只有15 ppm。图5b显示了图5a电路的非线性传递函数。这个例子绝不是最差情况;电阻如果更小,结果会更差,因为其热阻更高。
图 5. 电阻自热导致非线性放大器响应:(a) 温度引起的非线性分析;(b) 非线性传递函数(比例有所夸大)。
对于高功耗器件,使用较高功率的电阻可以降低电阻自热效应。或者,也可以使用薄膜或厚膜电阻网络,通过将热量均匀地散布于给定封装中的所有电阻来降低自热效应。
导线或印刷电路板互连的电阻的温度系数也是一个误差源,可能会增加电路的误差,但这点常被忽略。印刷电路板和导线互连所用的金属(例如铜)具有高达 3,900 ppm/°C 的温度系数。例如,一个精密 10 Ω、10 ppm/°C 绕线电阻加上 0.1 Ω 的互连电阻,将会变成一个温度系数为 45 ppm/°C 的电阻。互连的温度系数对于精密混合电路设计具有重大影响,薄膜电阻的互连是不容忽视的。
最后需要考虑的是一种称为“温度回扫”的现象,主要适用于环境温度变化较大的设计。它是指具有恒定内部损耗的电阻经历一定数量的环境温度高低变化循环之后,其电阻值所发生的变化。温度回扫可能会超过 10 ppm,甚至一些较佳的金属膜电阻也是如此。
总而言之,为使电阻电路的温度相关误差最小,应当考虑下列措施(及其成本):
■ 电阻温度系数应严格匹配。
■使用绝对温度系数较低的电阻。
■使用热阻较低的电阻(较高的额定功率、较大的外壳)。
■紧密热耦合匹配电阻(使用标准电阻网络或单一封装中的多个电阻)。
■ 对于大比值,考虑使用步进式衰减器。
电阻寄生效应
电阻可能会表现出相当高的寄生电感或电容,特别是在高频时。制造商常常根据一个或多个频率时阻抗幅值和直流电阻的差值与电阻的比值,将这些寄生效应规定为电抗误差,用百分比或 ppm表示。
绕线电阻尤其容易发生寄生效应。虽然电阻制造商提供正常或非感性缠绕形式的绕线电阻,但非感性绕线电阻同样会令设计人员头痛。当 R 值低于 10,000 Ω 时,这些电阻仍然显现出细微的电感(约为 20 μH)。超过10,000 Ω 的非感性绕线电阻则具有大约 5pF 的分流电容。
这些寄生效应可能会严重破坏动态电路应用,特别是当应用同时使用高于和低于 10,000 Ω的电阻时,此时出现峰值甚至振荡并不少见。这些效应在低 kHz 范围内的频率时表现明显。
即使在低频电路应用中,绕线电阻的寄生效应也会导致问题。指数式建立至 1 ppm 需要 20个时间常数甚至更长时间。与绕线电阻相关的寄生效应可能会大幅延长建立时间,使之远远超过时间常数的长度。
过高的寄生电抗在非绕线电阻中也是屡见不鲜。例如,一些金属膜电阻具有明显的引脚间电容,在高频时就会表现出来。碳素电阻在高频时表现最佳。
热电效应
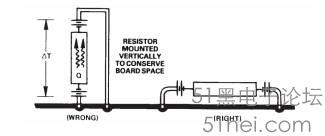
任何两种不同金属之间的结面都会产生热 EMF。许多情况下,它是精密电路设计中的主要误差源。例如在绕线电阻中,当接上引脚时(典型引脚材料为 180 合金,由 77% 的铜和 23% 的铝组成),电阻导线可以产生 42 mv/°C 的热 EMF。如果电阻的两个引脚温度相同,则EMF相互抵消,净误差为零。然而,如果垂直安装电阻,则由于气流流过长引脚,并且其热容量较低,因此电阻的顶部与底部之间可能会存在温度梯度。
1°C 的温差也能产生 42 mV 的误差电压,大于典型精密运算放大器的 25 mV 失调电压!水平安装电阻(图 6)可以解决这一问题。此外,一些电阻制造商提供特别定制的镀锡铜引脚,它可将热 EMF 降至 2.5 mV/°C。
图 6. 热梯度造成明显的热电误差
一般而言,设计人员应避免关键电路板上及其附近出现温度梯度。这常常意味着,应当对功耗较大的器件实施热隔离。大温度梯度所产生的热湍流也可能会造成类似动态噪声的低频误差。
电压、失效和老化
所施加电压的变化也会严重影响电阻。沉积氧化物高值电阻对此尤其敏感,其电压系数为 1 ppm/V 至 200 ppm/V 以上。这是高压分压器等精密应用中需要关注的另一个因素。
如果不认真对待,电阻的失效机制也会造成电路失效。碳素电阻失效时变成开路,这是一种安全失效机制。因此,在一些应用中,这些元件可以起到熔断器的作用。用碳膜电阻代替碳素电阻可能会带来麻烦,因为碳膜电阻失效时变为短路。(金属膜电阻失效时通常变为开路。)
随着时间流逝,所有电阻的值都会发生细微变化。制造商用电阻值的变化(ppm/年)来表示长期稳定性。对于金属膜电阻,50 或75 ppm/年的值并非罕见。在关键应用中,应当将金属膜电阻在额定功率老化至少一周时间。老化期间,电阻值可能偏移高达 100或 200 ppm。金属膜电阻可能需要工作 4,000 至 5,000 小时后,才能完全稳定下来,特别是未经老化时。
电阻过量噪声
大多数设计人员对电阻的热噪声或约翰逊噪声有一定的了解,但对另一种称为“过量噪声”的噪声现象则知之甚少。在精密运算放大器和转换器电路中,这种噪声十分棘手。仅当电流流过电阻时,过量噪声才变得明显。
简单地说,热噪声源于电阻中的电荷载子受热而发生的随机振动。虽然这些振动所产生的平均电流为零,但瞬间电荷运动会导致电阻引脚上出现瞬间电压。
过量噪声则主要发生于直流电流在不连续的介质中流动时,例如碳素电阻。电流不均匀地流过压缩碳颗粒,产生微观颗粒间“电弧”现象。该现象除引起热噪声外,还会引起 1/f 噪声。换言之,过量噪声电压与频率平方根的倒数成比例。
过量噪声常常会令不够谨慎的设计人员大吃一惊。电阻热噪声和运算放大器噪声设置典型运算放大器电路的本底噪声。只有当电压出现在输入电阻上并引起电流流动时,过量噪声才变得明显,并常常成为主导因素。一般而言,碳素电阻所产生的过量噪声最大。导电介质越均匀,则过量噪声越不明显。碳膜电阻优于碳素电阻,金属膜电阻又优于碳膜电阻。
制造商用噪声指数来表示过量噪声,即电阻上每伏直流压降、每10 倍频率,电阻的均方根噪声的微伏数。噪声指数可以达到 10dB(每 10 倍带宽每直流伏特 3 微伏)或更高。过量噪声在低频时最为显著。超过 100 kHz 时,热噪声占主导地位。
电位计
影响固定电阻的大多数现象也会影响电位计。此外,用户还应警惕这些元件独有的一些风险。
例如,许多电位计未采取密封措施,板清洗剂甚至过高湿度可能会严重损坏电位计。振动(或者仅仅长时间使用)可能会损坏阻性元件和游标端子。接触噪声、温度系数、寄生效应和可调范围限制都可能会妨碍电路正常工作。此外,绕线电阻的分辨率限制以及陶瓷、塑料电阻分辨率的隐性限制(迟滞、材料温度系数不相容、松弛等),使得精确设置的获得和保持只能是一个“无限接近”的过程。因此,应当格外谨慎并细心调整。
 AN-348_cn.pdf
(770.29 KB, 下载次数: 10)
AN-348_cn.pdf
(770.29 KB, 下载次数: 10)