|
发布时间: 2026-5-19 19:12
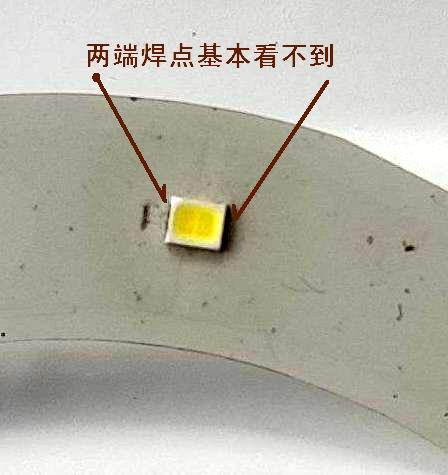
正文摘要:LED照明灯条使用2835的较多(3v.6v,9v))修灯拆,换LED 是个很细心的活。坏的LED破坏性拆下来问题不大,但再换上好的LED就比较困难了,尤其是正,负极都焊接上的再完好的取下来就困难了。一般灯条焊盘两端露出来很少 ... |
hhdsdy 发表于 2026-5-21 10:59 最困难的就是定点加热不影响附近元件! |
这芯片周围的元件够多够靠近了吧?人家都可以轻松拆换芯片,你的LED能有这么密集的吗?
|
海阔天空8 发表于 2026-5-21 09:52 看来你维修视频还是比较少刷的,多刷刷这一类的视频,少玩些过时的技术。 |
hhdsdy 发表于 2026-5-20 19:38 手机元件安装密度更高了,要换下多脚元件,可想而知!热风吹定点加热很困难! |
| 如果是铝基板直接用打火机在下面加热 |
taotie 发表于 2026-5-19 21:19 很专业的知识。多谢。 |
海阔天空8 发表于 2026-5-20 19:30 热风器可以调节吹出来的热风温度以及风速的大小,还有各种形状的风嘴,用高温胶带等可以遮盖保护旁边的元件,你去看看手机维修吧。 |
hhdsdy 发表于 2026-5-20 11:09 热风温度不会吹坏LED吗?塑料外壳一烫就软化了 |
发表于 2026-5-20 09:37 照明的灯板一般来说都是采用铝基板的,背后加热,无论如何都会影响到旁边的LED,这个时候用热风器才对。 |
| 工厂一般用加热焊台或者热风器吹,加锡膏焊接。 |
taotie 发表于 2026-5-19 20:35 虽然没有试过,但感觉是个很好的想法 |
那就用恒温焊台 DEEPSEEK这样说: 在铝覆铜板(铝基板)上焊接LED灯珠,使用焊台(加热台)的最佳温度范围通常在 220℃ 到 260℃ 之间。 具体选择哪个温度点,主要取决于你使用的锡膏类型和LED灯珠本身的耐温特性。下面是两种常见情况的详细参数: 1. 使用中温锡膏(最推荐) 这是维修和DIY场景中最常用的方案,对灯珠和板材都比较友好。 推荐温度:220℃ - 230℃ 说明:中温锡膏的熔点较低,能有效降低高温对LED灯珠(尤其是其封装塑料或透镜)和铝基板白油的损伤风险。 2. 使用高温/无铅锡膏 如果产品有特殊要求,必须使用高温或无铅锡膏。 推荐温度:240℃ - 260℃ 说明:这个温度能确保锡膏充分熔化形成良好焊点。但需要注意,260℃ 是大多数LED灯珠和铝基板所能承受的极限短时温度,加热时间务必控制在 10秒以内。 💡 核心操作技巧 除了设定好温度,操作手法同样关键,直接关系到焊接成败。 务必预热:铝基板散热极快,直接焊接容易导致焊台温度“虚高”或受热不均。建议先将铝基板放在焊台上,在150℃-180℃下预热1-2分钟,再进行高温焊接。 控制时间:无论是预热还是正式焊接,都应快速完成。整个焊接过程(从锡膏熔化到离开焊台)应控制在 1-3分钟 内,避免长时间高温导致板材分层或灯珠胶体老化。 均匀受热:确保铝基板的焊接区域完全贴合在焊台发热面上。如果板子较大,可以适当移动位置,或者使用辅助工具(如PTC发热片)保证整个板子温度一致。 注意灯珠材质:特别留意你手中的LED灯珠规格书。 硅胶透镜:耐温性较好,可以使用上述常规温度。 PC(聚碳酸酯)透镜:耐温性较差,通常不建议使用回流焊或高温焊台,否则极易熔化发黄。如果必须焊接,应优先选择低温锡膏(如含铋锡膏)并将温度严格控制在 200℃以下。 总结一下:对于大多数情况,设定在230℃左右,配合中温锡膏和提前预热,就能在铝基板上焊出既牢固又不伤灯珠的好焊点。 |
用打火机从下面烧铝板 |
| 地球人都知道,热风器和铁板烧最好用,老祖先早就说过了,工欲善其事必先利其器,根本就不需要讨论。 |
 收藏
收藏 顶
顶 踩
踩

