希望对封装行业的小伙伴有用。
AD830改機調機報告 - 適用對象:OSD前段ASM AD830全自動銀膠固晶機。
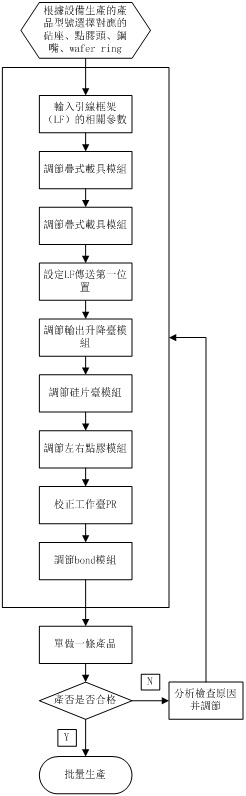
- 器件封裝轉換流程圖:
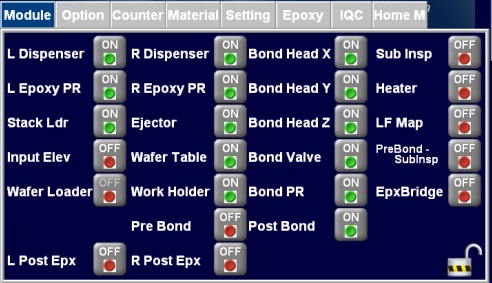
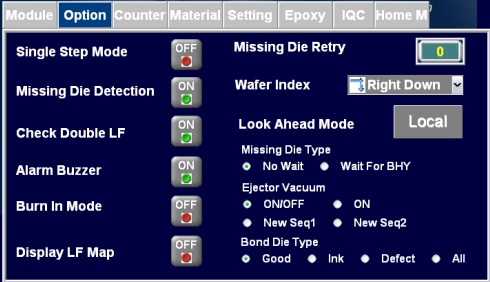
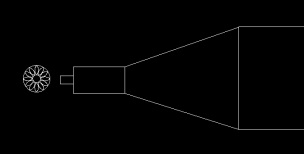
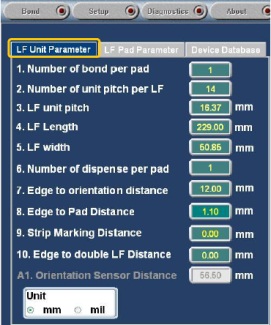
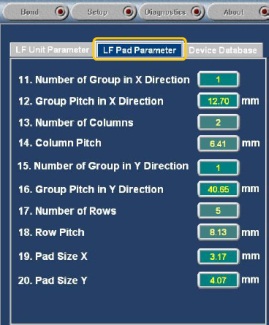
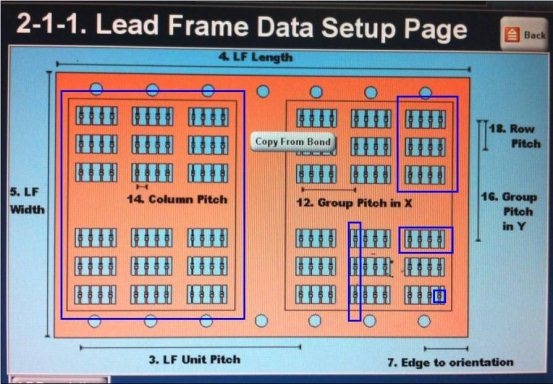
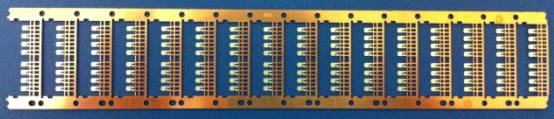
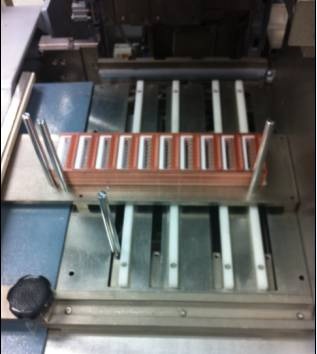
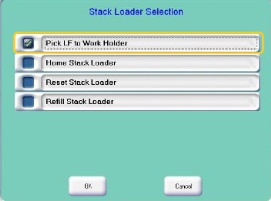
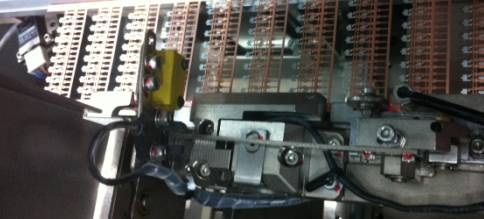
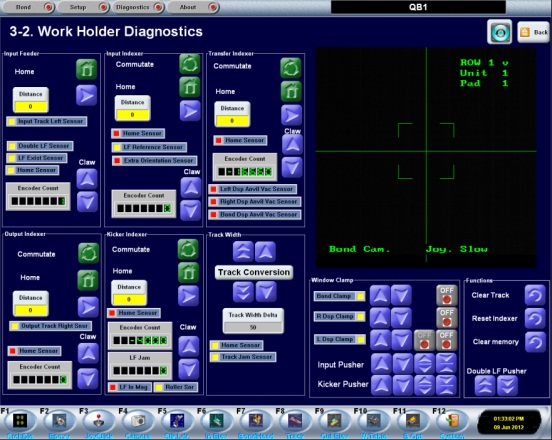
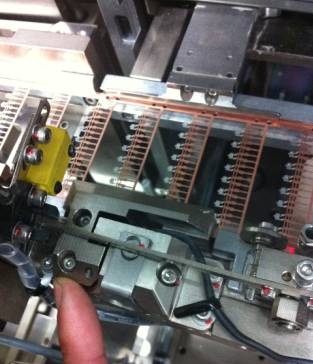
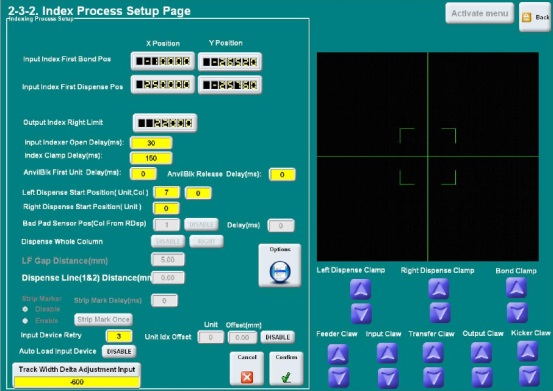
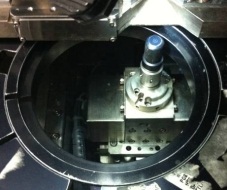
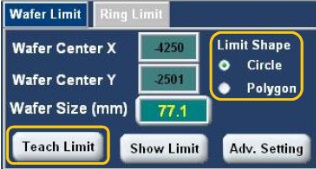
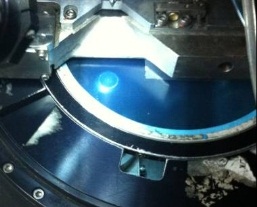
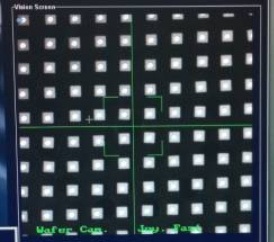
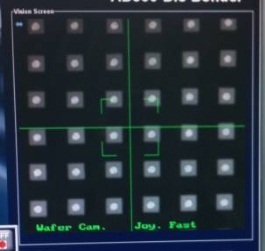
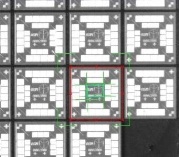
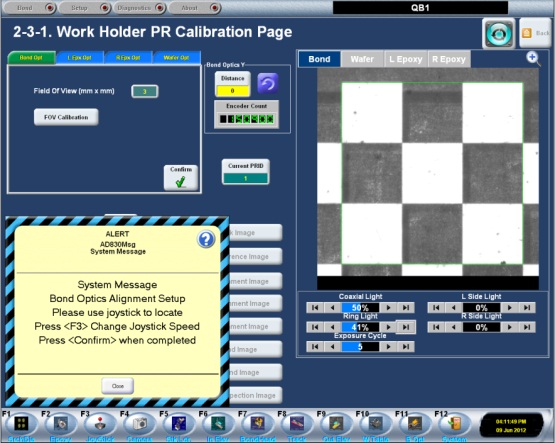
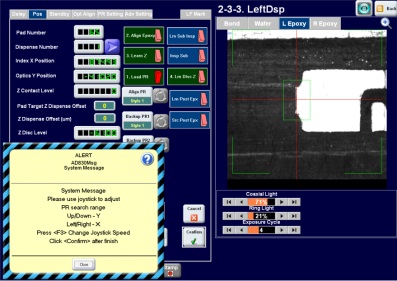
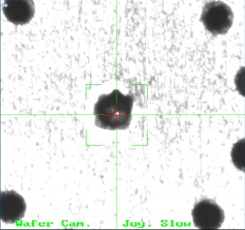
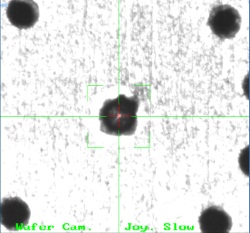
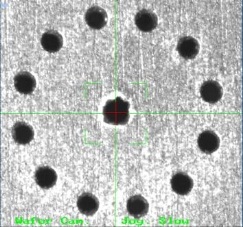
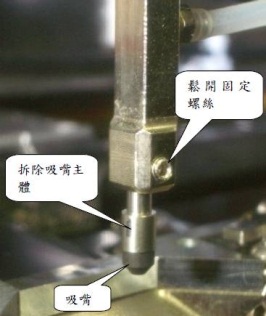
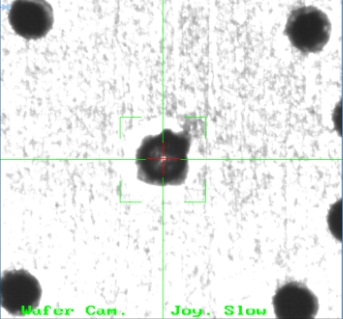
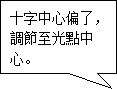
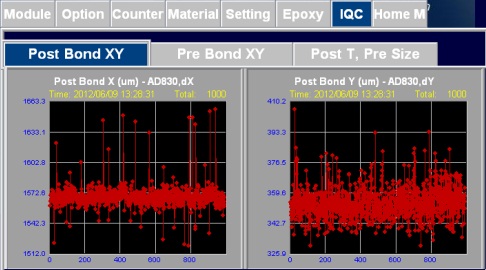
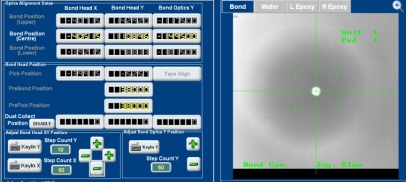
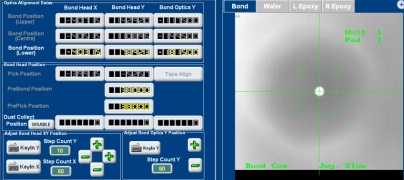
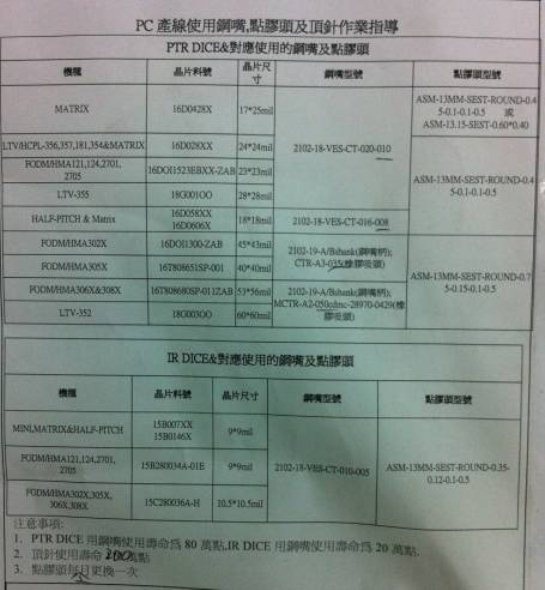
3.1 確認設備工作的各個模組 在Bond→Module、Option中,如圖3.1.1a、3.1.1b,我們可以看到現產線機台開放的工作模組有哪些,綠色為開啟,紅色為關閉。改機之前我們首先要確定各模組是否正確開啟。調機時請將權限設置為Technical。 圖3.1.1 a 圖3.1.1 b 3.2 根據改機單中LF的型號以及晶片型號,選擇適合的砧座(匹配的窗式夾爪)、點膠頭、鋼嘴、wafer ring。 3.2.1 砧座及夾爪 根據LF的pad的行數、行距、group數、group距、pad的深度、IR或PTR,砧座分為許多型號,并配了不同的窗式夾爪,詳細型號見附錄1。 砧座PTR與IR的區分:PTR最左側為平的,IR的最左側有槽。以MINI為例,見圖3.2.1。 圖3.2.1 3.2.2 點膠頭: 一般點膠頭的選取:IR為 0.35,PTR為 0.45,大晶片為0.75,詳見附錄2。 0.35和0.75的點膠頭形狀如圖3.2.2.1,只是2種點膠頭的尺寸大小不同。 圖3.2.2.1 0.45的點膠頭形狀如圖3.2.2.2,上面有花紋,使粘膠時可以吸附更多的銀膠,增大銀膠的形狀。 圖3.2.2.2 產線還有一種雙點膠頭,如下圖3.2.2.3,對應長方形的晶片使用,其點出的銀膠形狀為橢圓形,在安裝時該點膠頭有一個方向的卡槽,用來確定橢圓銀膠的方向。 圖3.2.2.3 3.2.3鋼嘴 產線根據固晶的產品,一般IR選擇電木5mil,PTR選擇電木8mil,較大晶片選擇橡膠吸頭,具體見附錄2。 3.2.4 Wafer ring 現產線主要使用兩種ring,一種為擴張器型(擴晶在設備上進行),一種為環型(6寸、8寸,wafer需要擴晶后上機),見圖3.2.4。 6寸 8寸 擴張型 圖3.2.4 3.3 輸入引線框架參數: 點擊Setup→(1)Data Setup→Lead Frame Data,在LF Unit Parameter、LF Pad Parameter中輸入對應LF的參數,如圖3.3.1,具體參數詳見附錄3: 圖3.3.1 圖3.3.2 引線框架構架劃分:LF→Unit→Group→Row & Column→Pad,如圖3.3.2。 注:如果我們對LF的unit、group的劃分不同,則各個參數也會不同,但要求保證最後的傳送動作是正確的。 參數說明: 1、Number of band per pad:每個pad固晶個數 2、Number of unit pitch per LF:每條LF上unit個數 3、LF unit pitch:相鄰unit的距離(只可能為X向) 4、LF Length:LF長度 5、LF width:LF寬度 6、Number of dispense per pad:每個pad點膠個數 7、Edge to orientation distance:LF邊界到方向檢查的距離 8、Edge to pad distance:X方向上LF邊界到pad的距離 9、Strip marking distance:條形標識設定距離 10、Edge to double LF distance:LF邊界到雙引線框架檢查的距離 11、Number of group in X direction:LF在X方向上group的個數 12、Group pitch in X direction:X方向上group的間距 13、Number of columns:每個group中的列數 14、Column pitch:列間距 15、Number of group in Y direction:LF在Y方向上group的個數 16、Group pitch in Y direction:Y方向上group的間距 17、Number of rows:每個group中的行數 18、Row pitch:行距 19、Pad size X:X向上pad尺寸 20、Pad size Y:Y向上pad尺寸 以10L335為例,見圖3.3.3: 圖3.3.3 從10L335圖片可見,可認為其group為2,那麼每組的行數為4,列數為16,查看其框架圖紙,可以得到如下參數: 1、Number of band per pad:1(根據生產情況,每個pad上只焊一個晶片) 2、Number of unit pitch per LF:1(根據LF形狀,只有1個unit) 3、LF unit pitch:0(只有1個unit故間距為0) 4、LF Length:173.66mm(查看圖紙) 5、LF width:31.60mm(查看圖紙) 6、Number of dispense per pad:1(固一個晶片,所以點膠1次) 7、Edge to orientation distance:13.60mm (根據我司設備的設置,其無效) 8、Edge to pad distance:110 mm(根據我司設備的設置,其無效) 9、Strip marking distance:0 mm(根據我司設備的設置,其無效) 10、Edge to double LF distance:30 mm(根據我司設備的設置,其無效) 11、Number of group in X direction:1(因為將LF看成2個group,所以X向就只有一個group) 12、Group pitch in X direction:0 mm(X向只有1個group,故為0) 13、Number of columns:16(參考LF形狀) 14、Column pitch:10.86 mm(查看圖紙) 15、Number of group in Y direction:2(根據LF形狀,認為其為2個group) 16、Group pitch in Y direction:11.35 mm(查看圖紙) 17、Number of rows:4(根據LF每group內有4行) 18、Row pitch:2.54 mm(查看圖紙) 19、Pad size X:2 mm(查看圖紙) 20、Pad size Y:2 mm(查看圖紙) 3.4疊式載具(Stack Loader)設定 AD830給我們提供的入料方式有2種,一種為Input Elevator,一種為Stack Loader,產線主要使用的是後者。 3.4.1放置LF的平臺調節 如圖3.4.1.1。 將LF支架放在輸入升降臺的上平臺上,使底部的4顆定位pin卡入上平臺的固定孔中。必須保證金屬板的水平,否者LF在上面會傾斜,吸取LF時每個吸嘴到LF的間距會不同,導致不是每個吸嘴都吸到LF,嚴重甚至無法吸取LF。 鬆開止動柄,使料盒引導杆鎖住LF支架,擰緊止動柄,進一步固定LF支架。 LF支架上提供了很多螺紋孔,根據LF的型號,選擇合適的位置安裝LF定位杆。 圖3.4.1.1 3.4.2疊式載具處軌道調節 如圖3.4.2.1a,鬆開圖中的螺絲,放置一條LF在軌道中,調節入料處軌道寬度,使LF在軌道中松緊合適。如圖3.4.2.1b,LF能夠順暢通過2個軌道的交界處,且交界處要在同一直線上,否者在測推器的作用下,LF可能會以交界點為中心旋轉,使LF與軌道不平行,嚴重的話LF會在工作軌道中卡料。 圖3.4.2.1a 圖3.4.2.1b 3.4.3疊式載具各參數及相關傳感器調節 點擊Setup→Material Handle→Stack Loader,進入介面如團3.4.3.1 團3.4.3.1 1、設定拾取LF的Y軸位置 點擊Pick LF Position Y的數值框,系統彈出對話框詢問是否將Pick位置恢復到Zero點,用戶不知道原來的Y位置,爲了安全最好回到原點,點擊Yes。然後系統彈對話框,要求用戶通過搖杆調節Y軸位置,爲了便於觀察拾取位置,用戶可以通過Move stack loader Z up和Move stack loader Z down來升降疊式載具,使吸嘴靠近LF后調節。 根據LF寬度調節2排吸嘴的間距,如圖3.4.3.2, 鬆開4個固定螺絲,觀察杆子和LF進行調節,一般爲了便於後續吸嘴和傳感器的調節,2杆子的間距小於LF的寬度。 圖3.4.3.2 如圖3.4.3.3a,鬆開吸嘴的鎖緊螺絲,使每個吸嘴位於LF的邊框處,如果各個吸嘴不在同一水平面內,可以鬆開圖3.4.3.3b中的螺絲,調節至各個吸嘴到LF的距離相同。疊式載具上需要調節的傳感器有3個,metal sensor、contact sensor、up contact sensor。都調節好后,點擊confirm,保存設置。 圖3.4.3.3 a 圖3.4.3.3 b Up contact sensor調節:如圖3.4.3.4,疊式載具在拾取的過程中下降,彈簧壓縮,直到金屬片擋住up contact sensor,up contact sensor切換狀態給設備一個信號,表示吸嘴已經接觸到LF,設備接收到信號后停止下壓。這個傳感器調的不高會導致疊式載具過度下壓,系統報錯Z軸error,嚴重的會壓壞疊式載具和LF。所以要求彈簧壓縮到機械極限前,傳感器上就要有信號產生。具體可以通過鬆開固定螺絲來調節,見圖3.4.3.3 b。 圖3.4.3.4 Contact sensor調節:此傳感器通過其紅光的反射光來識別吸嘴下方是否有LF(包括paper),如果它與LF錯開,疊式載具會上下多次來重新拾取,(至於為何contact sensor沒有感應到LF,疊式載具卻沒有繼續下降,是因為Up contact sensor,爲了保護設備硬件,Up contact sensor信號的優先級大於contact sensor)。所以要求調節Contact sensor紅光能照射到LF的邊緣上。如圖3.4.3.5 圖3.4.3.5 metal sensor調節:如圖3.4.3.6,metal sensor的固定座上有個1.5的頂絲,鬆開后可以調節其高度,要求這個傳感器在彈簧下壓后不會擠壓LF使LF變形,疊式載具上升彈簧恢復原長的時候,金屬傳感器沒有脫離感應距離,否則系統會把LF當做紙片,錯判。 圖3.4.3.6 3個傳感器的信號可以在圖3.4.3.7的介面中觀察: 圖3.4.3.7 2、設定Drop LF 的Y軸位置 點擊Drop LF position Y的數值框,系統彈出對話框,詢問是否需要將Y軸位置置零,如果用戶不知道原來載具Drop LF的Y軸位置,安全起見最好點擊Yes使其回到零點,然後系統彈出對話框,要求用戶使用搖杆調節Drop LF的Y軸位置,爲了便於觀察,用戶同意可以點擊Move stack loader Z up和Move stack loader Z down,使載具下降至便於觀察的高度再調節。調節到位后點擊confirm保存設置。 3、設定Drop LF的Z軸位置 點擊Drop LF Position Z的數值框,系統彈出對話框,詢問是否需要將Z軸位置置零,如果用戶不知道原來載具Drop LF的Z軸位置,安全起見最好點擊Yes使其回到零點,然後系統彈出對話框要求用戶使用搖杆調節Drop LF的Z軸位置,如圖3.4.3.8,drop位置儘量接近軌道,不會因為太高而使LF彈飛。設置好后點擊confirm保存設置。 圖3.4.3.8 設置完成后,按F5,點擊Pick LF to work holder,完成一次拾取動作,如果發現drop的氣過大,LF有明顯的跳動或被彈飛,可以調節圖3.4.3.9的限流閥,使吹氣變小。 圖3.4.3.9 4、其他相關傳感器調節 位置調好后還有個傳感器需要調節:LF exist sensor,Input track left sensor,double LF sensor,LF reference sensor,如圖3.4.4.1, 圖3.4.4.1 LF exist sensor,用於告訴系統LF是否被丟入軌道,調節至如圖3.4.4.2,LF放入,傳感器等亮切換狀態。 圖3.4.4.2 Input track left sensor,感應LF已經開始進入軌道,發送信號給系統,系統準備進行後續動作。其紅光點和疊式載具的contact sensor一樣,調至LF的邊框處。 double LF sensor:由於LF的機械結構,可能會有2條LF綁在了一起被疊式載具拾入軌道,然後被input feeder送入後面軌道,如果有2條LF,勢必會卡在後面軌道中,所以機台用double LF sensor來感應,用來避免卡料。 如圖3.4.4.3,軌道中只有1條LF,double LF sensor不亮。 圖3.4.4.3 如圖3.4.4.4,軌道中有2條LF,double LF sensor亮。 圖3.4.4.4 圖3.4.4.5為double LF sensor沒有調好,需要擰螺絲的高度調節擋杆的高度。 圖3.4.4.5 LF reference sensor,這是一個非常重要的傳感器,這個傳感器用來感應LF的邊緣位置,當正確感應后,系統根據LF的參數和這個位置來確定軌道的夾爪的傳送位置。此傳感器要調節至LF的下邊緣小槽口的中心位置,同時還要根據LF反光程度的不同來確定適合的放大器閾值。如圖3.4.4.6。 當產線的LF比較暗時,需要將放大器的閾值調至正常值的一半。 圖3.4.4.6 上面各個傳感器的信號可在圖3.4.4.7的介面中觀察。 圖3.4.4.7 3.5軌道(Work Holder)設定以及更換砧座: 選擇菜單介面中Diagnostics→Work Holder Page,點擊Track conversion,如圖3.4.4.7。系統根據輸入的引線框架的參數,會自動生成一個適合生產的軌道寬度。跳出對話介面告訴用戶現在使用的軌道寬度,此時用戶可以確認改機時是否輸入了正確的LF寬度。 爲了更換砧座方便,系統要求將左右點膠模組復位的home位置,點擊yes, 圖3.5.1 此時軌道打開,左右點膠處於home位置,用戶可拆除點膠處的砧座和bond處的舊砧座(分別有4顆螺絲固定),安裝現生產所需的砧座,如圖3.5.1。 砧座安裝完畢后,點擊OK,軌道關閉,彈出對話框,告知機器將要把點膠恢復到待機位置,點擊OK,左右點膠復位。如圖3.5.2。 圖3.5.2 3.6 設定LF傳送第一位置 準備工作: 如圖3.6.1,調節推動手臂的推進距離,如果調至極限,input indexer仍然抓不到LF,就要微調軌道的寬度。 圖3.6.1 如果發現LF在軌道中發生凸起,或者在不同區域LF鬆緊不一致,需要鬆開下側擋板的固定螺絲調節軌道的平行度。如圖3.6.2。 圖3.6.2 通過Setup→(3)process setup→indexing process進入傳送工序菜單,如圖3.6.3 圖3.6.3 根據LF的列數計算出left dispense start position(unit,coil),coil=列數÷2。點擊數值框,系統彈出對話框要求拆除窗式夾爪,拆除后選擇Yes,LF被傳送到點膠區。系統跳出窗口,要求使用搖杆調節攝像頭的位置,用戶可以用東西擋住第一傳送位置,通過攝像頭影像找到右點膠的第一傳送位置,如圖3.6.4。 圖3.6.4 確認后系統跳出介面,詢問是否校準LF,如圖3.6.5,由於我們已經在機台中輸入了LF的所有參數,所以無需校準,點擊No。 圖3.6.5 同樣的方法,繼續完成左點膠第一位置和bond第一位置的確定。3個傳送位置都確定后點擊confirm保存設置。注意:3個點的pad圖像要儘量保持一致,使pad位於影像的中心。圖像抓的好也有利於後續PR基準圖像的抓取。 做完傳送,安裝回3個窗式夾具,通過手動張合,在關閉時窗式夾具要能固定住LF,在打開時窗式夾具不能與LF有接觸,否者會影響傳送的位置。 3.7 輸出升降臺設定 通過Setup→(2)Material Handle→Output Elevator進入輸出升降臺菜單。如圖3.7.1。 圖3.7.1 由於料盒層數的不同,先要在Mag.Data中修改料盒的層數。 鬆開止動柄調節上平臺上的入料引導杆的位置使導杆剛好接觸到料盒的邊緣,如圖3.7.2。 鬆開X夾具鎖定把手並將X夾板滑到靠近料盒直到與料盒邊緣剛好接觸,如圖3.7.3。 圖3.7.2 圖3.7.3 1、Load Position Offset位置設定 在Setting菜單中點擊Load Position Offset Z的數值框,通過搖杆調節裝載料盒的高度,要求調節Z軸高度略低於輸出升降臺的上平面,防止裝載料盒時撞到升降臺的支撐平臺。點擊confirm保存設置。 點擊Load Position Offset Y的數值框,升降臺的支撐平臺上升到剛才設置的Z軸高度,系統彈出對話框,要求用戶通過搖杆調節裝載的Y軸位置。通過點擊upper platform pusher將料盒推到升降臺的支撐平臺,然後觀察料盒與升降臺支撐平臺後面的間隙,如果側面的2個小氣缸不能正好夾住料盒,則需要調節Load Position Offset Y的數值,直到料盒被2個小氣缸的推杆完全夾在支撐平臺中,調好后點擊confirm保存設置。 2、Unload Position設定 點擊unload position的數值框,系統彈出對話框,要求用戶用搖杆調節料盒的卸載高度,需要注意的是料盒的下載高度要求升降臺的支撐平臺略高於輸出升降臺的下平面,防止料盒卸載時在交介面處卡住。點擊confirm保存設置。 3、First Slot Position設定 注意:只有先完成了裝載和卸載位置的設定才可以進行料盒第一位置的設定。第一位置Y/Z的設定需要互相配合,多次調節后才能準確定位。 將料盒放入升降臺中,點擊First Slot Position Z數值框,機器將料盒傳到第一槽位置,用戶觀察軌道與第一槽的Z位置,用搖杆進行調節,完成后點擊confirm保存設置。點擊First Slot Position Y數值框,機器將料盒傳到第一槽位置,用戶觀察軌道與第一槽的Y位置,用搖杆進行調節,完成后點擊confirm保存設置。正確的位置見圖3.7.4。 圖3.7.4 有1个黄色出料传感器用于监测LF位置,当LF在其下方反射红光时,传感器感应到反射光,显示灯为橙色,当没有感应到反射光,即下方没有LF时,显示灯为黄色。在index kicker出料时,系统会对出料传感器的状态(橙色状态)计时,若是时间超过系统的设定,那么认为LF一直在传感器下方,没有被传入料盒,即卡在了轨道上,设备给出报警,要求清除LF。與输入轨道处的传感器同理,机台将这个传感器调节至红光照射在LF的外边框上。如圖 3.7.5。 完成設置后,將料盒傳送至最後一個對位,確認料盒設置是否正確。 圖 3.7.5 3.8Wafer Table設定 如果需要更換wafer table 的型號,需要在各2馬達介面(見圖3.8.1)中關閉wafer table 的馬達,然後將table拉直安全位置進行更換。 圖3.8.1 如果wafer table改變了,或者wafer的尺寸改變了,那麼就要重新設定wafer table 的卸載位置、第一晶片位置、ring limit 、wafer limit。 點擊setup→(3)process setup→wafer process,進入wafer設定菜單。 1、ring limit設定 點擊ring limit中的teach limit,進行設定,如圖3.8.2。 圖3.8.2 根据提示选取ring 的右上角、右下角、左下角,詳見下圖3.8.3。 圖3.8.3 設定完成后點擊confirm保存設置。 2、wafer limit 的設定 點擊wafer limit中的teach limit,進行設定,如圖3.8.4。 圖3.8.4 根据提示选取wafer 的右上角、右下角、左下角,詳見下圖3.8.5。且注意wafer的範圍不能超過ring 的範圍,否者系統會報錯。 圖3.8.5 設定完成后點擊confirm保存設置。 3、編寫wafer的卸載位置和wafer第一晶片的位置 點擊unload X,Y,T。用搖杆設定wafer的卸載位置,因為wafer的尺寸可能已經改變,如由6寸、8寸切換,爲了在生產中更換wafer方便,需要設定卸載值使整個wafer藍膜可以方便拆裝。 點擊first die X,Y,T。用搖杆設定wafer table進入工作區域后camera識別第一個晶片的位置。同樣鑒於wafer尺寸肯能改變,如由6寸、8寸切換,爲了更換wafer后,作業員不用拖動wafer來尋找晶片,需要設定wafer的第一晶片位置,提高工作效率。 4、做wafer PR 首先根據晶片的大小,調節camera,調節大小、焦距,使鏡頭中出現合適數量和大小的晶片。如圖3.8.6。 如圖3.8.6 點擊setup→(3)process setup→wafer PR,進入wafer PR設定菜單。 調節好wafer camera的亮度后,點解start learn開始做PR,如圖3.8.7 圖3.8.7 用鼠標框出一個晶片,使紅色框正好框住晶片,然後根據提示微調,主要將紅色框的左上角和右上角正好調至晶片和藍膜的交界處。如圖3.8.8。 圖3.8.8 設定好wafer的識別圖像后,系統會要求進行die calibration,用於確定是否識別圖像有效,然後系統要求進行learn die pitch ,用於檢測wafer上晶片的行距和列距。最後調節camera的十字框架,使正好5個晶片在十字框架內。 3.9 校正工作臺PR 點擊setup→(3)process setup→workholder PR page進入PR設置菜單。 工作臺上的攝像頭具有衡量長度的功能,但是如果攝像頭被動后,很肯能其測量不准,會對點膠和bond的位置不准,所以需要用黑白鏡片來重新調節。將黑白鏡片放到bond的camera下方,點擊FOV calibration,調節camera的放大倍數和焦距,并用搖杆調節綠色方框的位置,使綠色方框正好框住9個格子,如圖3.9.1。左右點膠處的調節也如此。Wafer處無此設置。 圖3.9.1 3.10 左右點膠設定 點擊bond→material→change epoxy,點膠的位置會像外側靠,點膠頭原理點膠盤,根據生產要求更換點膠頭。 點擊setup→(3)process setup→left epoxy process進入左點膠設置菜單。如圖3.10.1。 圖3.10.1 點膠頭的最顶端有两个台阶,一般影響點膠的因素是點膠頭頂端的直径和长度。直径影响到点出来的胶的形状大小,而长度是影响到胶点出来的厚度。而Epoxy Disk上刮胶的厚度,应是等于或略高于最大的一个台阶。如果太高的话,会造成拖尾的现象。太低,会胶量不够。 點擊load PR,用搖杆調節框出用於識別pad的圖像,要求砧座的顏色和pad的顏色要反差鮮明,且要求所選的範圍要是識別範圍內唯一的,如圖3.10.2 點擊Align epoxy,設定點膠在pad上的X/Y座標,如圖3.10.3。 點膠PR和點膠的XY座標共同決定了點膠在pad上的位置。 點擊Lrn Disc Z,用搖杆調節點膠頭的粘膠高度,爲了不使點膠頭點壞,一般點膠高度設置的時候要將點膠頭恢復到初始位置,如圖3.10.4。 點擊Learn Z,用搖杆調節點膠頭在pad上的點膠高度,爲了不使點膠頭點壞,一般要從點膠頭的初始位置開始調節,如圖3.10.5。 銀膠光學中心的校正,點擊Opt Align,讓點膠頭在LF上點一下,然後將光學十字中心調節到銀膠原點的中心。如果光學十字中心偏了,就會影響點膠的位置。 右點膠的設定方法和左點膠一樣。 圖3.10.2 圖3.10.3 圖3.10.4 圖3.10.5 3.11焊接工序設定 3.11.1 更換頂針 如果發現頂針已經斷了或者歪了就要更換,更換方法如下圖3.11.1.1。 圖3.11.1.1 更換后調節頂針,使其位於頂針帽的中心,如圖3.11.1.2。 圖3.11.1.2 3.11.2 推頂帽清潔 在wafer界面中觀察,推頂帽上的小孔,如果發現其堵了,要及時清潔。因為在拾取晶片的過程中,頂針上升,爲了使藍膜和晶片分離,推頂帽中會有真空,吸住藍膜,如果小孔堵了,肯定無法達到吸住藍膜的作用。如圖3.11.2.1。 圖3.11.2.1 3.11.3 更換鋼嘴 根據產品型號選擇對應的鋼嘴,點擊change collect,拔掉真空皮管后,更換如下圖3.11.3.1。 圖3.11.3.1 3.11.4硅片光學中心和鋼嘴、頂針的中心校準(三點一線) 如果3者的中心不在同一Z軸上,在拾取晶片的過程中會拾偏,甚至無法拾取,會造成固晶旋轉。 1、點擊eject center setup的數值框,頂針會抬高(注意在調節頂針中心前要保證頂針不是抬高,否則若是頂針偏的,上升后容易頂到頂針帽上將頂針頂壞)。如圖3.11.4.1,用搖杆調節將紅色十字中心對準頂針中心。 圖3.11.4.1 2、將反光片放在推頂帽上,點擊setup→(3)process setup→bonding process page→ejector→Z level→pick control level,讓鋼嘴自動檢測高度,在顯示器上觀察光點,如圖3.11.4.2,調節紅色十字至光點中心。 圖3.11.4.2 3.11.5焊接光學中心與鋼嘴焊接點的校準 從IQC介面中的Post bond圖形可以看出焊接位置的好壞。如圖3.11.5.1。這個介面y軸為bond點的X、Y座標數值,x軸為bond的序列號(可以等效于時間),保存若干個點(根據需要可以設置),并能實時更新。根據IQC的圖像,我們可以監測肉眼無法觀察的bond質量。如果這些離散點能夠緊密地在x軸上上下震動,偏離程度越小,bond的位置越穩定。如果發現有很多點間距已經大於6mil(產線要求固晶偏差正負3mil以內),說明bond位置不准,會飄,那麼就要調機。要重新校準Bond Position(upper、center、lower),即校準焊接光學中心與鋼嘴焊接點。 圖3.11.5.1 將反光片放在bond光學鏡頭的下方,在操作界面中點擊Setup→Process Setup→Bonding Process→Opt.Align→Bond Position(upper),點擊Adjust Bond Head Z/T Position→Auto search position,鋼嘴移至bond侧,自动下降調節至適合高度,調節Adjust Bond Head XY PositionZT position,得到清晰光斑,調節Adjust Bond Head XY Position的XY向,将光学中心調至光斑中心,完成后,再調節Bond Position(Center)、Bond Position(Lower),調節方法与upper一致。如圖3.11.5.2,3.11.5.3。 圖3.11.5.2 圖3.11.5.3 3.11.6教讀推頂帽高度 點擊ejector→ejector cap reference level good pin,觀察推頂帽將晶片頂起的情況來調節其高度,一般要求推頂帽上升,中心晶片變色反光,而周圍其他晶片基本沒有變化。頂帽高度調節的過低會造成missing die,但過高為使局部的晶片都發黑,使wafer camera識別不到晶片。 3.11.7教讀頂針高度 點擊ejector Up level調節頂針高度。IR的顶针高度一般控制在160-200之间,顶针的速度选择normal。顶针过高会导致晶片碎裂、旋转、暗纹、蓝膜破损等。PTR以及WASHAY 8寸片需要將頂針頂的高些。 3.11.8教讀拾取高度 點擊Z level→pick contact level,根據系統提示自動搜索拾取高度并保存。 3.11.9 固晶設置 點擊Setup→Bonding Process→Bond Pos,如下圖3.11.9.1。 圖3.11.9.1 1、點擊Learn PR,設定bond處的PR,方法同點膠PR設定。 2、點擊Align bond,根據點膠的位置,將十字中心調節至點膠中心。 3、點擊PICK DIE拾取一個晶片,點擊Learn Z來調節固晶高度,在調節完後,務必將這個晶片從焊位上去掉,或者將LF跳至下一行,因為對於PICK DIE 的操作,系統是不會記憶的,不跳過的話在機器運行過程中,鋼嘴會繼續在該位置焊接,導致鋼嘴堵塞。 4、在固了幾個晶片后,利用已固晶片做post PR,系統要求找到晶片的右上角、左上角、左下角、右下角,其間系統會跳出放大介面來對晶片的每個角微調,如圖3.11.9.2。設定前要調節光亮,使晶片與銀膠的光亮反差大,且保證晶片的4面都有銀膠。 (a) (b) (c) (d) 圖3.11.9.2 为了控制鋼嘴在PICK和BOND過程中的受力,同时防止晶片在PICK和BOND過程中破碎或產生暗紋,一般要求PICK FORCE調節至30-40g,BOND FORCE調節至40-50g,當發現機台的PICK FORCE、BOND FORCE數值偏差過大時,首先要用工具校準2個FORCE,使顯示值与實際值保持一致,然後調機,不建議在报miss和晶片碎裂的情況下任意更改其他數值。FORCE不合适,還會導致倾斜或者旋转。 附錄1 產線砧座型號 附錄2 點膠頭&鋼嘴選取
完整的Word格式文档51黑下载地址:
| 









































































































 QQ好友和群
QQ好友和群 QQ空间
QQ空间 腾讯微博
腾讯微博 腾讯朋友
腾讯朋友 收藏
收藏 淘帖
淘帖 顶
顶 踩
踩


