万用表的种类
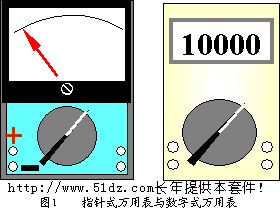
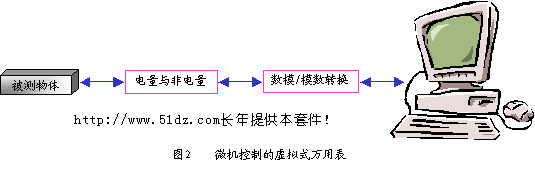
万用表分为指针式、数字式两种(见图1)。随着技术的发展,人们研制出微机控制的虚拟式万用表(见图2),被测物体的物理量通过非电量/电量,将温度等非电量转换成电量,再通过A/D转换,由微机显示或输送给控制中心,控制中心通过信号比较做出判断,发出控制信号或者通过D/A转换来控制被测物体。
指针式万用表的组成
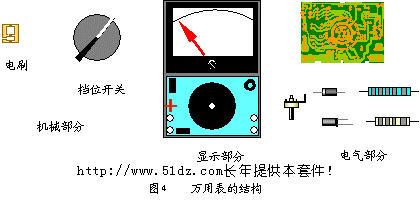
指针式万用表的型式很多,但基本结构是类似的。指针式万用表的结构主要由表头、档位转换开关、测量线路板、面板等组成(见图3)。

表头是万用表的测量显视装置,南京电子仪表厂提供的指针式万用表采用控制显示面板+表头一体化结构;档位开关用来选择被测电量的种类和量程;测量线路板将不同性质和大小的被测电量转换为表头所能接受的直流电流。万用表可以测量直流电流、直流电压、交流电压和电阻等多种电量。当转换开关拨到直流电流档,可分别与5个接触点接通,用于测量500mA、50mA、5mA和500μA、50μA量程的直流电流。同样,当转换开关拨到欧姆档,可分别测量×1Ω、×10Ω、×100Ω、×1kΩ、×10kΩ量程的电阻;当转换开关拨到直流电压档,可分别测量0.25V、1V、2.5V、10V、50V、250V、500V、1000V量程的直流电压;当转换开关拨到交流电压档,可分别测量10V、50V、250V、500V、1000V量程的交流电压。
注意请学生对照幻灯片认识每一个部分,将万用表的盒子打开散件放在后盖中,电阻等元器件放在塑料袋中,不能丢失。对照幻灯片可以看到控制显示面板由上部的显示表头和下部的控制开关面板组成。注意表头不能跌坏或者拿在手里晃动。档位开关由安装在正面的档位开关旋钮和安装在反面的电刷旋钮组成。测量线路板有黄绿两面,绿面用于焊接,黄面用于安装元件。
万用表的结构
万用表由机械部分、显示部分、与电器部分三大部分组成,机械部分包括:外壳、档位开关旋钮及电刷等部分组成,显示部分是表头,电器部分由测量线路板,电位器,电阻,二极管,电容等部分组成(见图4)。
指针式万用表最基本的的工作原理
指针式万用表最基本的的工作原理(见图5)。
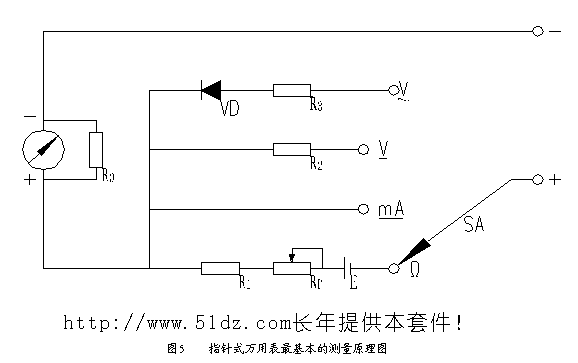
它由表头、电阻测量档、电流测量档、直流电压测量档和交流电压测量档几个部分组成,图中“-”为黑表棒插孔,“+”为红表棒插孔。
测电压和电流时,外部有电流通入表头,因此不须内接电池。
当我们把档位开关旋钮SA打到交流电压档时,通过二极管VD整流,电阻R3限流,由表头显示出来;
当打到直流电压档时不须二极管整流,仅须电阻R2限流,表头即可显示;
打到直流电档档时既不须二极管整流,也不须电阻R2限流,表头即可显示;
测电阻时将转换开关SA拨到“Ω”档,这时外部没有电流通入,因此必须使用内部电池作为电源,设外接的被测电阻为 Rx,表内的总电阻为R,形成的电流为I,由 Rx、电池E、可调电位器RP、固定电阻 R1和表头部分组成闭合电路,形成的电流I使表头的指针偏转。红表棒与电池的负极相连,通过电池的正极与电位器 RP及固定电阻R1相连,经过表头接到黑表棒与被测电阻 Rx形成回路产生电流使表头显示。回路中的电流为:
从上式可知: I和被测电阻Rx不成线性关系,所以表盘上电阻标度尺的刻度是不均匀的。当电阻越小时,回路中的电流越大,指针的摆动越大,因此电阻档的标度尺刻度是反向分度。
当万用表红黑两表棒直接连接时,相当于外接电阻最小Rx=0,那么:
此时通过表头的电流最大,表头摆动最大,因此指针指向满刻度处,向右偏转最大,显示阻值为0Ω。请看电阻档的零位是在左边还是在右边,其余档的零位与它一致吗?
反之,当万用表红黑两表棒开路时Rx→∞, R可以忽略不计,那么:
此时通过表头的电流最小,因此指针指向0刻度处,显示阻值为∞。
电阻(见图10)。
7.2 可调电阻(见图11)。
轻轻拧动电位器的黑色旋钮,可以调节电位器的阻值;
用十字螺丝刀轻轻拧动可调电阻的橙色旋钮,也可调节可调电阻的阻值。
7.3 二极管、保险丝夹(见图12)。
7.4 电容(见图13)。
7.5 保险丝、连接线、短接线(见图14)。
7.6 线路板(见图15)。
7.7 面板+表头、档位开关旋钮、电刷旋钮(见图16)及电池盖板。
7.8 提把、提把铆钉(见图17)
7.9 电位器旋钮、晶体管插座、后盖(见图18)

7.10 螺钉、弹簧、钢珠、提把橡胶垫圈(见图19)。
螺钉M3×6表示螺钉的螺纹部分直径为3mm,长度为6mm。
7.11 电池夹、铭牌、标志(见图20)。
标志请贴贴好,防止东西掉进表头内部。
7.12 V形电刷、晶体管插片、输入插管(见图21)。

7.13 表棒。

8 二极管、电容及电阻的认识
在安装前要求每个学生学会辨别二极管、电容及电阻的不同形状,并学会分辨元件的大小与极性。
8.1 二极管极性的判断
判断二极管极性时可用实习室提供的万用表,将红表棒插在“+”,黑表棒插在“-”,将二极管搭接在表棒两端(见图22),观察万用表指针的偏转情况,如果指针偏向右边,显示阻值很小,
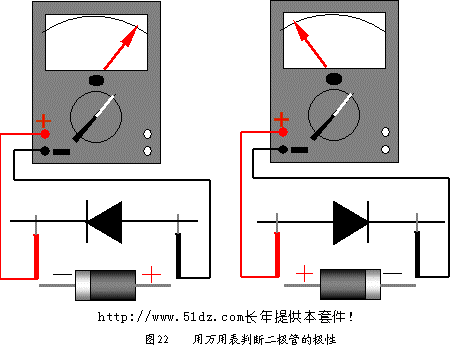
表示二极管与黑表棒连接的为正极,与红表棒连接的为负极,与实物相对照,黑色的一头为正极,白色的一头为负极,也就是说阻值很小时,与黑表棒搭接的时二极管的黑头,反之,如果显示阻值很大,那么与红表棒搭接的时二极管的正极。
8.1.1 用万用表判断二极管极性的原理
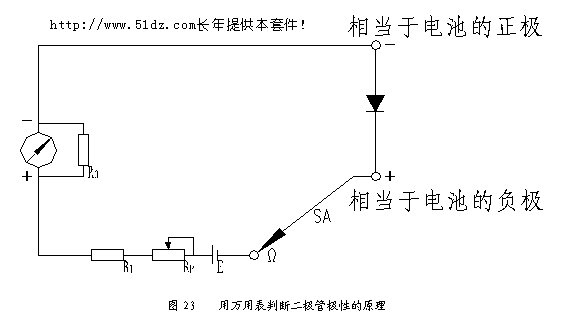
用万用表判断二极管极性的原理(见图23),由于电阻档中的电池正极与黑表棒相连,这时黑表棒相当于电池的正极,红表棒与电池的负极相连,相当于电池的负极,因此当二极管正极与黑表棒连通,负极与红表棒连通时,二极管两端被加上了正向电压,二极管导通,显示阻值很小。
8.2 电解电容极性的判断
注意观察在电解电容侧面有“-”,是负极,如果电解电容上没有标明正负极,也可以根据它引脚的长短来判断,长脚为正极,短脚为负极(见图24)。
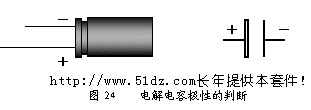
如果,已经把引脚剪短,并且电容上没有标明正负极,那么可以用万用表来判断,判断的方法是正接时漏电流小(阻值大),反接时漏电流大。
8.3 色环的认识
从材料袋中取出一黄电阻,注意别的东西不要丢失,封好塑料袋的封口。对照幻灯片观察,看它有几条色环,黄电阻有4条色环(见图25),其中有一条色环与别的色环间相距较大,且色环较粗,读数时应将其放在右边。
每条色环表示的意义(见表),色环表格左边第一条色环表示第一位数字,第2个色环表示第
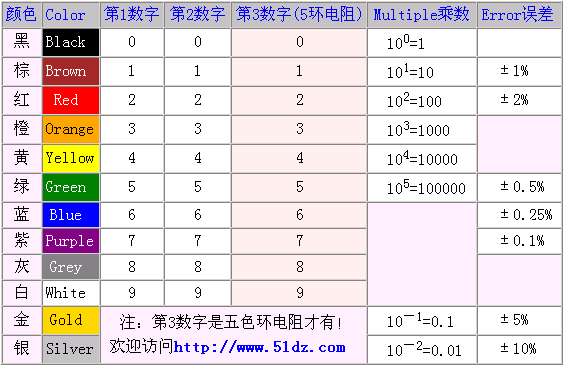
2个数字,第3个色环表示乘数,第4个色环也就是离开较远并且较粗的色环,表示误差。由此可知,图25中的色环为红、紫、绿、棕,阻值为27×105Ω=2.7MΩ,其误差为±0.5%。
将所取电阻对照表格进行读数,比如说,第一个色环为绿色,表示5,第2个色环为蓝色表示6,第3个色环为黑色表示乘100,第4个色环为红色,那么表示它的阻值是56×100=56Ω误差为±2%,对照材料配套清单电阻栏目R19=56Ω。
请同学练习试读,对照材料配套清单,检查读出的阻值是否正确。
蓝色或绿色的电阻(见图26),与黄电阻相似,首先找出表示误差的,比较粗的,而且间距较
远的色环将它放在右边。从左向右,前三条色环分别表示三个数字,第4条色环表示乘数,第5条表示误差。比如:蓝紫绿黄棕表示675×104=6.75MΩ,误差为±1%。?6?1
请同学练习试读5环电阻,对照材料配套清单,检查读出的阻值是否正确。
从上可知,金色和银色只能是乘数和允许误差,一定放在右边;
表示允许误差的色环比别的色环稍宽,离别的色环稍远;
本次实习使用的电阻大多数允许误差是±1%的,用棕色色环表示,因此棕色一般都在最右边。
9 焊接前的准备工作
9.1 清除元件表面的氧化层
元件经过长期存放,会在元件表面形成氧化层,不但使元件难以焊接,而且影响焊接质量,因此当元件表面存在氧化层时,应首先清除元件表面的氧化层。注意用力不能过猛,以免使元件引脚受伤或折断。
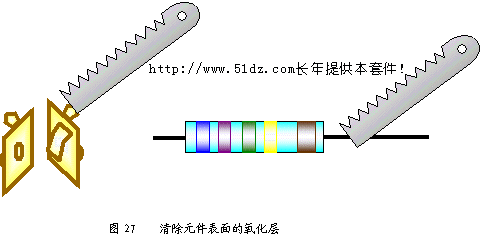
清除元件表面的氧化层的方法是(见图27):左手捏住电阻或其他元件的本体,右手用锯条轻
刮元件引脚的表面,左手慢慢地转动,直到表面氧化层全部去除。为了使电池夹易于焊接要用尖嘴钳前端的齿口部分将电池夹的焊接点锉毛,去除氧化层。
本次实习提供的元器件由于放在塑料袋中,比较干燥,一般比较好焊,如果发现不易焊接,就必须先去除氧化层。
9.2 元件引脚的弯制成形
左手用镊子紧靠电阻的本体,夹紧元件的引脚(见图28),使引脚的弯折处,距离元件的本体有两毫米以上的间隙。左手夹紧镊子,右手食指将引脚弯成直角。注意:不能用左手捏住元件本体,
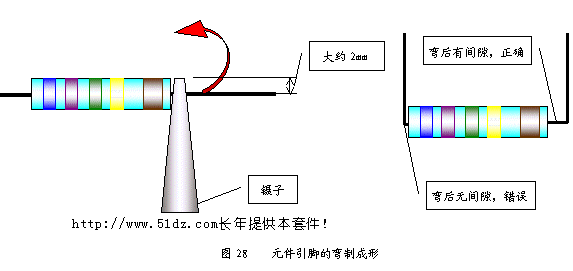
右手紧贴元件本体进行弯制,如果这样,引脚的根部在弯制过程中容易受力而损坏,元件弯制后的形状(见图29),引脚之间的距离,根据线路板孔距而定,引脚修剪后的长度大约为8mm,如果孔
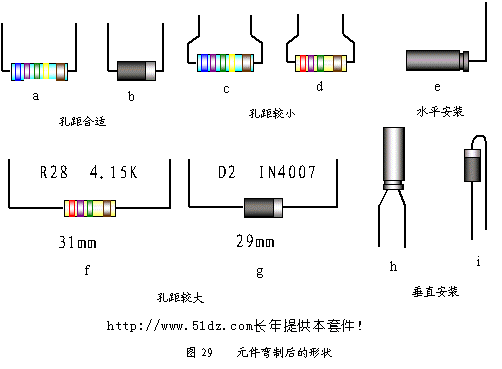
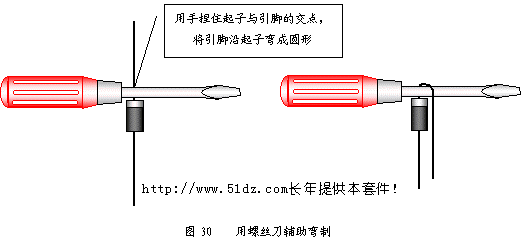
距较小,元件较大,应将引脚往回弯折成形(见图29中c、d)。电容的引脚可以弯成直角,将电容水平安装(见图29中e),或弯成梯形,将电容垂直安装(见图29中h)。 二极管可以水平安装,当孔距很小时应垂直安装(见图29中i),为了将二极管的引脚弯成美观的圆形,应用螺丝刀辅助弯制(见图30)。将螺丝刀紧靠二极管引脚的根部,十字交叉,左手捏紧交叉点,右手食指将引脚向下弯,直到两引脚平行。
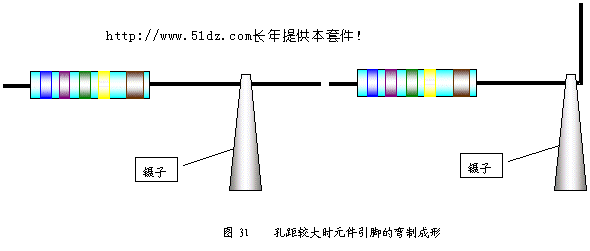
有的元件安装孔距离较大,应根据线路板上对应的孔距弯曲成形(见图31)。
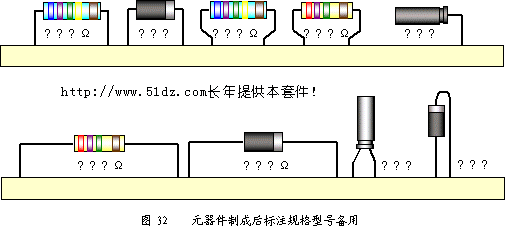
元器件做好后应按规格型号的标注方法进行读数。将胶带轻轻贴在纸上,把元器件插入,贴牢,写上元器件规格型号值,然后将胶带贴紧,备用(见图32)。注意:不要把元器件引脚剪太短。
电阻为什么用色环表示,而不直接用数字表示?
电阻的阻值有色标法和直标法两种,色标法就是用色环表示阻值,它在元件弯制时不必考虑阻值所标的位置,当元件体积很小时,一般采用色标,如果采用直标,会使读数发生困难。一般直标法用于体积较大的电阻。
用直标法标注的电阻、二极管等弯制时应注意将标注的文字放在能看到的地方,便于今后维修更换。
9.3 焊接练习
焊接前一定要注意,烙铁的插头必须插在右手的插座上,不能插在靠左手的插座上;如果是左撇子就插在左手。烙铁通电前应将烙铁的电线拉直并检查电线的绝缘层是否有损坏,不能使电线缠在手上。通电后应将电烙铁插在烙铁架中,并检查烙铁头是否会碰到电线、书包或其他易燃物品。
烙铁加热过程中及加热后都不能用手触摸烙铁的发热金属部分,以免烫伤或触电。
烙铁架上的海棉要事先加水。
9.3.1 烙铁头的保护
为了便于使用,烙铁在每次使用后都要进行维修,将烙铁头上的黑色氧化层锉去,露出铜的本色,在烙铁加热的过程中要注意观察烙铁头表面的颜色变化,随着颜色的变深,烙铁的温度渐渐升高,这时要及时把焊锡丝点到烙铁头上,焊锡丝在一定温度时熔化,将烙铁头镀锡,保护烙铁头,镀锡后的烙铁头为白色。
9.3.2 烙铁头上多余锡的处理
如果烙铁头上挂有很多的锡,不易焊接,可在烙铁架中带水的海棉上或者在烙铁架的钢丝上抹去多余的锡。不可在工作台或者其他地方抹去。
9.3.3 在练习板上焊接
焊接练习板是一块焊盘排列整齐的线路板,学生将一根七股多芯电线的线芯剥出,把一股从焊接练习板的小孔中插入,练习板放在焊接木架上,从右上角开始,排列整齐,进行焊接(见图33)。
练习时注意不断总结,把握加热时间、送锡多少,不可在一个点加热时间过长,否则会使线路板的焊盘烫坏。注意应尽量排列整齐,以便前后对比,改进不足。
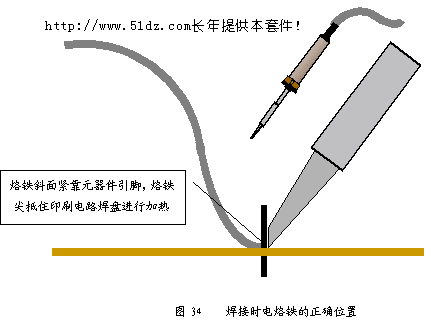
焊接时先将电烙铁在线路板上加热,大约两秒钟后,送焊锡丝,观察焊锡量的多少,不能太多,造成堆焊;也不能太少,造成虚焊。当焊锡熔化,发出光泽时焊接温度最佳,应立即将焊锡丝移开,再将电烙铁移开。为了再加热中使加热面积最大,要将烙铁头的斜面靠在元件引脚上(见图34),烙铁头的顶尖抵在线路板的焊盘上。焊点高度一般在2毫米左右,直径应与焊盘相一致,引脚应高出焊点大约0.5 mm。
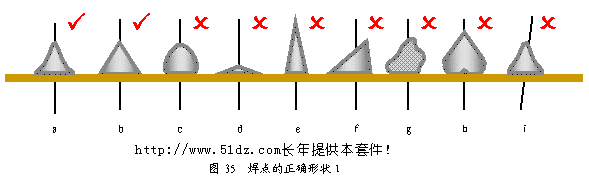
9.4 焊点的正确形状
焊点的正确形状(见图35),焊点a一般焊接比较牢固;焊点b为理想状态,一般不易焊出这样的形状;焊点c焊锡较多,当焊盘较小时,可能会出现这种情况,但是往往有虚焊的可能;焊点d,焊点d、e焊锡太少;焊点f提烙铁时方向不合适,造成焊点形状不规则;焊点g烙铁温度不够,焊点呈碎渣状,这种情况多数为虚焊;焊点h焊盘与焊点之间有缝隙为虚焊或接触不良;焊点I引脚放置歪斜。一般形状不正确的焊点,元件多数没有焊接牢固,一般为虚焊点,应重焊。
焊点的正确形状俯视(见图36),焊点a、b形状圆整,有光泽,焊接正确;焊点c、d温度不够,或抬烙铁时发生抖动,焊点呈碎渣状;焊点e、f焊锡太多,将不该连接的地方焊成短路。
焊接时一定要注意尽量把焊点焊得美观牢固。
9.5 元器件的插放
将弯制成型的元器件对照图纸插放到线路板上。
注意:一定不能插错位置;二极管、电解电容要注意极性;电阻插放时要求读数方向排列整齐,横排的必须从左向右读,竖排的从下向上读,保证读数一致(见图37)。
9.6 元器件参数的检测
每个元器件在焊接前都要用万用表检测其参数是否在规定的范围内。二极管、电解电容要检查它们的极性,电阻要测量阻值。
测量阻值时应将万用表的档位开关旋钮调整到电阻档,预读被测电阻的阻值,估计量程,将档位开关旋钮打到合适的量程,短接红黑表棒,调整电位器旋钮,将万用表调零(见图38)。注意电阻档调零电位器在表的右侧,不能调表头中间的小旋钮,该旋钮用于表头本身的调零。调零后,用万用表测量每个插放好的电阻的阻值。测量不同阻值的电阻时要使用不同的档位,每次换档后都要调零。为了保证测量的精度,要使测出的阻值在满刻度的2/3左右,过大或过小都会影响读数,应及时调整量程。要注意一定要先插放电阻,后测阻值,这样不但检查了电阻的阻值是否准确,而且同时还检查了元件的插放是否正确,如果插放前测量电阻,只能检查元件的阻值,而不能检查插放  是否正确。 是否正确。
10 元器件的焊接
10.1 元器件的焊接
在焊接练习板上练习合格,对照图纸插放元器件,用万用表校验,检查每个元器件插放是否正确、整齐,二极管、电解电容极性是否正确,电阻读数的方向是否一致,全部合格后方可进行元器件的焊接。
焊接完后的元器件,要求排列整齐,高度一致(见图39)。为了保证焊接的整齐美观,焊接时应将线路板板架在焊接木架上焊接,两边架空的高度要一致,元件插好后,要调整位置,使它与桌面相接触,保证每个元件焊接高度一致。焊接时,电阻不能离开线路板太远,也不能紧贴线路板焊接,以免影响电阻的散热。
焊接时如果线路板未放水平(见图40),应重新加热调整。图中线路板未放水平,使二极管两端引脚长度不同,离开线路板太远;蓝电阻放置歪斜;电解电容折弯角度大于90?0?8,易将引脚弯断。
应先焊水平放置的元器件,后焊垂直放置的或体积较大的元器件,如分流器、可调电阻等(见图41)。
焊接时不允许用电烙铁运载焊锡丝,因为烙铁头的温度很高,焊锡在高温下会使助焊剂分解挥发,易造成虚焊等焊接缺陷。
10.2 错焊元件的拔除
当元件焊错时,要将错焊元件的拔除。先检查焊错的元件应该焊在什么位置,正确位置的引脚长度是多少,如果引脚较短,为了便于拔出,应先将引脚剪短。在烙铁架上清除烙铁头上的焊锡,将线路板绿色的焊接面朝下,用烙铁将元件脚上的锡尽量刮除,然后将线路板竖直放置,用镊子在黄色的面将元件引脚轻轻夹住,在绿色面,用烙铁轻轻烫,同时用镊子将元件向相反方向拔除。拔除后,焊盘孔容易堵塞,有两种方法可以解决这一问题。
烙铁稍烫焊盘,用镊子夹住一根废元件脚,将堵塞的孔通开;
将元件做成正确的形状,并将引脚剪到合适的长度,镊子夹住元件,放在被堵塞孔的背面,用烙铁在焊盘上加热,将元件推入焊盘孔中。
注意用力要轻,不能将焊盘推离线路板,使焊盘与线路板间形成间隙或者使焊盘与线路板脱开。
10.3 电位器的安装
电位器安装时,应先测量电位器引脚间的阻值,电位器共有五个引脚(见图42),其中三个并

排的引脚中,1、3两点为固定触点,2为可动触点,当旋钮转动时,1、2或者2、3间的阻值发生变化。电位器实质上是一个滑线电阻,电位器的两个粗的引脚主要用于固定电位器。安装时应捏住电位器的外壳,平稳地插入,不应使某一个引脚受力过大。不能捏住电位器的引脚安装,以免损坏电位器。安装前应用万用表测量电位器的阻值,电位器1、3为固定触点,2为可动触点,1、3之间的阻值应为10kΩ,拧动电位器的黑色小旋钮,测量1与2或者2与3之间的阻值应在0~10kΩ间变化。如果没有阻值,或者阻值不改变,说明电位器已经损坏,不能安装,否则5个引脚焊接后,要更换电位器就非常困难。
注意电位器要装在线路板的焊接绿面,不能装在黄色面。
10.4 分流器的安装
安装分流器时要注意方向,不能让分流器影响线路板及其余电阻的安装(见图43)。
 10.5 输入插管的安装 10.5 输入插管的安装
输入插管装在绿面,是用来插表棒的,因此一定要焊接牢固。将其插入线路板中,用尖嘴钳在黄面轻轻捏紧,将其固定,一定要注意垂直,然后将两个固定点焊接牢固。
10.6 晶体管插座的安装
晶体管插座装在线路板绿面,用于判断晶体管的极性。在绿面的左上角有6个椭圆的焊盘,中间有两个小孔,用于晶体管插座的定位,将其放入小孔中检查是否合适,如果小孔直径小于定位突起物,应用锥子稍微将孔扩大,使定位突起物能够插入。
将晶体管插片(见图44)插入晶体管插座中,检查是否松动,应将其拨出并将其弯成图44中b的形状,插入晶体管插座中(见图44中c),将其伸出部分折平(见图44中d)。
晶体管插片装好后,将晶体管插座装在线路板上,定位,检查是否垂直,并将6个椭圆的焊盘焊接牢固。
10.7 焊接时的注意事项
焊接时一定要注意电刷轨道上一定不能粘上锡,否则会严重影响电刷的运转(见图45)。为了防止电刷轨道粘锡,切忌用烙铁运载焊锡。由于焊接过程中有时会产生气泡,使焊锡飞溅到电刷轨道上,因此应用一张圆形厚纸垫在线路板上。
如果电刷轨道上粘了锡,应将其绿面朝下,用没有焊锡的烙铁将锡尽量刮除。但由于线路板上的金属与焊锡的亲和性强,一般不能刮尽,只能用小刀稍微修平整。
在每一个焊点加热的时间不能过长,否则会使焊盘脱开或脱离线路板。对焊点进行修整时,要让焊点有一定的冷却时间,否则不但会使焊盘脱开或脱离线路板,而且会使元器件温度过高而损坏。
10.8 电池极板的焊接
焊接前先要检查电池极板的松紧,如果太紧应将其调整。调整的方法是用尖嘴钳将电池极板侧面的突起物稍微夹平,使它能顺利地插入电池极板插座,且不松动(见图46)。
电池极板安装的位置(见图47)。平极板与突极板不能对调,否则电路无法接通。
焊接时应将电池极板拨起,否则高温会把电池极板插座的塑料烫坏。为了便于焊接,应先用尖嘴钳的齿口将其焊接部位部分锉毛,去除氧化层。用加热的烙铁沾一些松香放在焊接点上,再加焊锡,为其搪锡。
将连接线线头剥出,如果是多股线应立即将其拧紧,然后沾松香并搪锡(提供的连接线已经搪锡)。用烙铁运载少量焊锡,烫开电池极板上已有的锡,迅速将连接线插入并移开烙铁。如果时间稍长将会使连接线的绝缘层烫化,影响其绝缘。
连接线焊接的方向(见图48)。连接线焊好后将电池极板压下,安装到位。
11 机械部分的安装与调整
11.1 提把的安装
后盖側面有两个“О”小孔,是提把铆钉安装孔。观察其形状,思考如何将其卡入,但注意现在不能卡进去。
提把放在后盖上,将两个黑色的提把橡胶垫圈垫在提把与后盖中间,然后从外向里将提把铆钉按其方向卡入,听到“咔嗒”声后说明已经安装到位。如果无法听到“咔嗒”声可能是橡胶垫圈太厚,应更换后重新安装。
大拇指放在后盖内部,四指放在后盖外部,用四指包住提把铆钉,大拇指向外轻推,检查铆钉是否已安装牢固。注意一定要用四指包住提把铆钉,否则会使其丢失。
将提把转向朝下,检查其是否能起支撑作用,如果不能支撑,说明橡胶垫圈太薄,应更换后重新安装。
11.2 电刷旋钮的安装
取出弹簧和钢珠,并将其放入凡士林油中,使其粘满凡士林。加油有两个作用:使电刷旋钮润滑,旋转灵活;起黏附作用,将弹簧和钢珠黏附在电刷旋钮上,防止其丢失。
将加上润滑油的弹簧放入电刷旋钮的小孔中(见图49),钢珠黏附在弹簧的上方,是、注意切勿丢失。
观察面板背面的电刷旋钮安装部位(见图50),它有3个电刷旋钮固定卡、2个电刷旋钮定位弧1个钢珠安装槽和1个花瓣形钢珠滚动槽组成。
将电刷旋钮平放在面板上(见图51),注意电刷放置的方向。用起子轻轻顶,使钢珠卡入花瓣槽内,小心滚掉,然后手指均匀用力将电刷旋钮卡入固定卡。
将面板翻到正面(见图52),档位开关旋钮轻轻套在从圆孔中伸出的小手柄上,慢慢转动旋钮,检查电刷旋钮是否安装正确,应能听到“咔嗒”、“咔嗒”的定位声,如果听不到则可能钢珠丢失或掉进电刷旋钮与面板间的缝隙,这时档位开关无法定位,应拆除重装。
将档位开关旋钮轻轻取下,用手轻轻顶小孔中的手柄(见图53),同时反面用手依次轻轻扳动三个定位卡,注意用力一定要轻且均匀,否则会把定位卡扳断。小心钢珠不能滚掉。
11.3 档位开关旋钮的安装
电刷旋钮安装正确后,将它转到电刷安装卡向上位置(见图54),将档位开关旋钮白线向上套在正面电刷旋钮的小手柄上,向下压紧即可。
如果白线与电刷安装卡方向相反,必须拆下重装。拆除时用平口起子对称地轻轻撬动,依次按左、右、上、下的顺序,将其撬下。注意用力要轻且对称,否则容易撬坏(见图55)。
11.4 电刷的安装
将电刷旋钮的电刷安装卡转向朝上,V形电刷有一个缺口,应该放在左下角,因为线路板的3条电刷轨道中间2条间隙较小,外侧2条间隙较大,与电刷相对应,当缺口在左下角时电 刷接触点上面2个相距较远,下面2个相距较近,一定不能放错(见图56)。电刷四周都要卡入电刷安装槽内,用手轻轻按,看是否有弹性并能自动复位。
如果电刷安装的方向不对,将使万用表失效或损坏(见图57)。图中a开口在右上角,电刷中间的触点无法与电刷轨道接触,使万用表无法正常工作,且外侧的两圈轨道中间有焊点,使中间的电刷触点与之相磨擦,易使电刷受损;b.c使开口在左上角或在右下角,3个电刷触点均无法与轨道正常接触,电刷在转动过程中与外侧两圈轨道中的焊点相刮,会使电刷很快折断,使电刷损坏。
11.5 线路板的安装
电刷安装正确后方可安装线路板。
安装线路板前先应检查线路板焊点的质量及高度,特别是在外侧两圈轨道中的焊点(见图58),由于电刷要从中通过,安装前一定要检查焊点高度,不能超过2mm,直径不能太大,如果焊点太高会影响电刷的正常转动甚至刮断电刷。
线路板用三个固定卡固定在面板背面,将线路板水平放在固定卡上,依次卡入即可。如果要拆下重装,依次轻轻扳动固定卡。注意在安装线路板前先应将表头连接线焊上。
最后是装电池和后盖,装后盖时左手拿面板,稍高,右手拿后盖,稍低,将后盖从向上推入面板,拧上螺丝,注意拧螺丝时用力不可太大或太猛,以免将螺孔拧坏。
|




 [复制链接]
[复制链接]





 QQ好友和群
QQ好友和群 QQ空间
QQ空间 腾讯微博
腾讯微博 腾讯朋友
腾讯朋友 收藏
收藏 淘帖
淘帖 顶
顶 踩
踩

